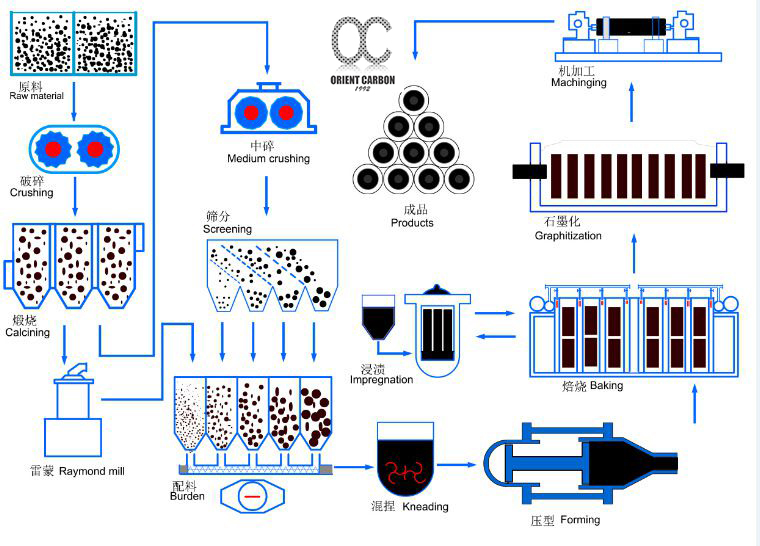
Graphite electrode production processing
1. Raw materials: use of high quality calcined petroleum coke and needle coke
2. Calcination: the carbonaceous raw materials are heat-treated at 1250-1350°C to discharge the contained moisture and volatile matter, and the production of correspondingly improving the raw material properties.
3. Crushing, screening, batching: before batching, the large calcined petroleum coke and needle coke should be crushed, ground, and screened, and then aggregates and powders of various sizes should be processed according to the requirements of the formula. Binders are calculated separately, weighed for ingredients.
4. Mixing and kneading: At a certain temperature, the quantitative carbonaceous particles and powders of various particle sizes and the quantitative coal pitch are stirred and mixed uniformly, and the process of synthesizing plastic paste is carried out.
5. Forming: The process of plastically deforming the mixed carbon paste under the external force of the molding equipment to form a green body with a certain shape, size, density and strength.
8. Secondary baking: the production of electrodes with higher bulk density requirements (except RP) and joint blanks need to be second baked, and the joint blanks need to be subjected to three impregnation and four baking or two impregnation and three baking.
9. Graphitization: The purpose of graphitization is to improve the conductivity and torsion of the graphite electrodes, improve the impact resistance and chemical stability of the GE, make the GE have lubricity, abrasion resistance, remove impurities, and improve purity. Usually the RP graphite electrode graphitization temperature range: 2500-2600 degrees, resistance range 8-11; HP graphite electrode required graphitization temperature range: 2600-2800 degrees, resistance range 6-8; UHP graphite electrode required graphitization temperature range: 2800 degrees or more, resistance range is below 6.
10. Machining: The purpose is to achieve the required size, shape, precision, etc., and meet the use requirements of the electrode body and nipples through cutting. Graphite electrode machining is divided into two independent processes, the electrode body and the nipples.
11. Finished product and package inspection: finished product inspection process includes appearance, weight, length, diameter, resistence, bulk density inspection, etc.; packaging inspection is inspected according to customers’requirements to check the label and mark whether is correct, and the packaging if strong, etc.
If you has any inquiry about graphite electrodes, please feel free to contact our factory.
Prev: Graphite electrode formula and storage
Next: Graphite electrodes demand
2. Calcination: the carbonaceous raw materials are heat-treated at 1250-1350°C to discharge the contained moisture and volatile matter, and the production of correspondingly improving the raw material properties.
3. Crushing, screening, batching: before batching, the large calcined petroleum coke and needle coke should be crushed, ground, and screened, and then aggregates and powders of various sizes should be processed according to the requirements of the formula. Binders are calculated separately, weighed for ingredients.
4. Mixing and kneading: At a certain temperature, the quantitative carbonaceous particles and powders of various particle sizes and the quantitative coal pitch are stirred and mixed uniformly, and the process of synthesizing plastic paste is carried out.
5. Forming: The process of plastically deforming the mixed carbon paste under the external force of the molding equipment to form a green body with a certain shape, size, density and strength.
6. Baking: It is the process of carbonizing the coal pitch in the green body by performing high temperature heat treatment in a carefully designed heating furnace under the protection of the filler. The calcined carbon products have higher mechanical strength, refractive index resistivity, better thermal stability and chemical stability.
8. Secondary baking: the production of electrodes with higher bulk density requirements (except RP) and joint blanks need to be second baked, and the joint blanks need to be subjected to three impregnation and four baking or two impregnation and three baking.
9. Graphitization: The purpose of graphitization is to improve the conductivity and torsion of the graphite electrodes, improve the impact resistance and chemical stability of the GE, make the GE have lubricity, abrasion resistance, remove impurities, and improve purity. Usually the RP graphite electrode graphitization temperature range: 2500-2600 degrees, resistance range 8-11; HP graphite electrode required graphitization temperature range: 2600-2800 degrees, resistance range 6-8; UHP graphite electrode required graphitization temperature range: 2800 degrees or more, resistance range is below 6.
10. Machining: The purpose is to achieve the required size, shape, precision, etc., and meet the use requirements of the electrode body and nipples through cutting. Graphite electrode machining is divided into two independent processes, the electrode body and the nipples.
11. Finished product and package inspection: finished product inspection process includes appearance, weight, length, diameter, resistence, bulk density inspection, etc.; packaging inspection is inspected according to customers’requirements to check the label and mark whether is correct, and the packaging if strong, etc.
If you has any inquiry about graphite electrodes, please feel free to contact our factory.




